
Equal channel angular extrusion (also known as ECAP or equal channel angular pressing) is a form of severe plastic deformation (SPD) that imparts a large strain on the workpiece without the need to change its cross section.
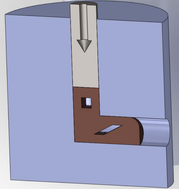
The ECAE method uses a tool containing a set of intersecting channels with the same cross section. The channel intersection angle is normally fixed and can range from 90 to 150 degrees. As a bar (billet) is pushed from the inlet channel into the outlet channel, it is subjected to intense shear strain at the inlet-outlet channel intersection plane. For a 90 degree tool angle, the level of strain is 1.16 (equivalent in plastic strain to a reduction in area of 69%). Because the inlet and outlet channels have the same cross section, processed bars can be easily re-extruded giving a total plastic strain of 1.16xN for a 90 degree tool where N is the number of passes through the tool.
A lecture on ECAE technology can be found here.
A paper on the strain imparted by ECAE can be found here.
The ECAE method uses a tool containing a set of intersecting channels with the same cross section. The channel intersection angle is normally fixed and can range from 90 to 150 degrees. As a bar (billet) is pushed from the inlet channel into the outlet channel, it is subjected to intense shear strain at the inlet-outlet channel intersection plane. For a 90 degree tool angle, the level of strain is 1.16 (equivalent in plastic strain to a reduction in area of 69%). Because the inlet and outlet channels have the same cross section, processed bars can be easily re-extruded giving a total plastic strain of 1.16xN for a 90 degree tool where N is the number of passes through the tool.
A lecture on ECAE technology can be found here.
A paper on the strain imparted by ECAE can be found here.
ECAE Description
- Extrusion of a workpiece through a set of intersecting channels of identical cross-section
- Inlet and outlet channels intersect at an angle of 90 degrees or more
- Intersection of channels can be sharp or include "fan angles"
- Easy multipass processing because workpiece retains shape
- Workpiece must have sufficient ductility
- Process can be on unit billets or continuous
- Workpiece lubrication is helpful
- Controllable variables
Process Characteristics
- Nearly simple shear in the intersection zone of the inlet and outlet channels
- The effective strain is (2/(square root 3)(cot half channel intersection angle psi) or 1.16N for a psi of 45 degrees)
- Strain for multipass processing is Nx1.16 for a 90 degree die angle
- Strain is relatively uniform for the majority of the workpiece cross section
- Low to mild texture depending on route
Benefits
- Little change in work piece geometry
- Nearly uniform plastic strain
- Relatively low extrusion loads
- Nearly unlimited strain space
- Alternative product microstructures (filamentary, lamellar, and equiaxed)
- Alternative product textures
- Scalable to large and small size workpiece
- Can be applied to all materials (metals, ceramics, polymers, and composites)
Limitations
- Material ductility needs to be sufficient
- Level of strain per pass (dependent on die angle)
- Level of texture produced
- Level of microstructure refinement
- Microstructural uniformity (depends on tool design, die geometry, billet geometry, and material characteristics)
Applications
- Work hardening (strain hardening)
- Microstructure refinement to:
- Heal of cast defects
- Increase strength
- Increase ductility
- Increase toughness
- And More
- Texture development, conversion or, elimination
- Powder consolidation